Sa detalye: do-it-yourself plow share repair mula sa isang tunay na master para sa site na my.housecope.com.
Ang mga pangunahing gumaganang katawan ng araro (Larawan 123) ay isang katawan na binubuo ng isang plowshare 6, isang blade 1, isang field board 7 at isang rack 2, isang baras 3, isang skimmer 5, isang kutsilyo 4 at isang deepening paw 8 .
Ang pag-blunting ng plowshare, pati na rin ang pagkasira o pagpapapangit ng blade, skimmer, kutsilyo o field board, ay nagpapataas ng paglaban sa traksyon ng araro, humahantong sa labis na pagkonsumo ng gasolina, lumalala ang kalidad ng turnover ng seam, ang pagkawasak nito at pagsasama ng halaman nalalabi.
kanin. 123. Ang mga gumaganang katawan ng araro ay nakakabit sa frame nito
Gumagamit ang mga araro ng dalawang uri ng bahagi:
trapezoidal - na may isang tuwid na pagputol gilid (Larawan 124, a) at hugis pait - na may makapal at baluktot na daliri ng paa (Larawan 124, b).
Ang mga share ay gawa sa matibay at lumalaban sa pagsusuot ng bakal na grade L65 at ginagamot sa thermally para tumaas ang wear resistance. Gayunpaman, ang mga kondisyon ng pagtatrabaho sa lupa ay napakahirap na ang mga bahagi ay mabilis na naubos. Kapag ang ploughshare ay pagod, ang talim ay nagiging mapurol at ang hugis ng daliri ng paa ay nagbabago. Sa fig. 125 cross-hatched na mga gilid ng mga blades ng pagod na trapezoidal at hugis pait na bahagi. Kapag ang talim ay naging mapurol, ang kapal nito ay tumataas, at ang isang faoka (likod ng ulo) ay nabuo sa likurang bahagi nito. Kapag ang mga bahagi ay naubos, ang pagpapatakbo ng araro ay lumala, ibig sabihin, ang mga pagbabahagi ay nawawalan ng kakayahang tumagos sa lupa, at ang katatagan ng araro ay nabalisa. Ang bahagi ng araro ay dapat ayusin sa mga kaso kung saan ang lapad nito ay nabawasan ng 10 mm kumpara sa lapad ng bagong bahagi ng trapezoidal o kapag ang haba ng daliri ng paa ay nabawasan ng 25 mm kumpara sa haba ng daliri ng paa ng bagong bahagi ng pait. .
| Video (i-click upang i-play). |
Ang pag-aayos ng ploughshare ay bumaba sa blade pulling, sharpening at heat treatment. Ang mga plowshare ay kinukumpuni upang maibalik ang kanilang laki at hugis, gayundin upang gawin itong lumalaban sa pagsusuot.
Ang seksyon ng plowshare ay may pampalapot - isang supply ng metal, na tinatawag na "tindahan". Kapag nag-aayos ng isang pagod na plowshare, ang hugis nito ay naibalik ng isang forging guy sa gastos ng metal stock sa "tindahan". Ang plowshare ay manu-manong binawi, kadalasan sa ilang mga pag-init, dahil ang panday ay walang oras upang hilahin ang buong plowshare sa isang pag-init. Kapag binabawi nang manu-mano ang ploughshare, palaging kinakailangan na magsikap na bawasan ang dami ng pag-init, dahil sa paulit-ulit na pag-init, posible ang mga kaso ng pagkasunog ng metal.
Ang paghila ng araro sa isang pingga o iba pang mekanikal na martilyo ng panday ay karaniwang ginagawa sa dalawang hakbang. Sa kasong ito, ang haba ng pinainit na bahagi ng plowshare ay dapat sa bawat oras na bahagyang lumampas sa kalahati ng plowshare.
Upang mabawasan ang pagkawala ng init at maiwasan ang pagkasunog ng carbon mula sa ibabaw na layer ng metal, ang bahagi ng plowshare na hindi napapailalim sa pag-init ay natatakpan ng sariwang karbon.
Ang forging pull ng isang pagod na bahagi ay ginawa sa sumusunod na pagkakasunud-sunod. Ang plowshare ay inilalagay na patag sa apuyan upang ito ay pinainit mula sa gilid ng talim hanggang sa lapad na 60-80 mm; ang natitirang bahagi nito, na hindi nangangailangan ng pag-init, ay natatakpan ng sariwang karbon. Kinakailangang painitin ang plowshare para sa paghila sa una nang dahan-dahan, hanggang
luminescence, ibig sabihin, hanggang 500-600°. Imposibleng painitin kaagad ang ploughshare sa temperatura ng forging upang maiwasan ang pagbuo ng mga bitak. Sa sandaling ang plowshare ay pinainit sa 500-600°, ang heating rate ay tataas at ang temperatura ay dinadala hanggang 850-1200° (hanggang sa light red at orange na init).
kanin. 124. Mga bahagi ng araro: a - trapezoidal, b - hugis pait
kanin. 125. Ang hugis ng mga pagod na bahagi: a - trapezoidal, b - hugis pait
Ang pinainit na plowshare ay kinuha mula sa forge, inilagay nang nakaharap sa palihan, at mula sa likod na bahagi, na may madalas na suntok ng handbrake o martilyo, ang stock ng metal ay nakakalat mula sa "tindahan".Ang isang ploughshare na gawa sa bakal na grade L65 ay maaari lamang hilahin (forged) sa mga temperaturang higit sa 800 °. Ang paghila ay huminto kapag ang ploughshare ay lumamig sa ibaba 800 ° (na may cherry-red na kulay ng init) at ipinagpatuloy pagkatapos ng muling pag-init. Ang binawi na bahagi ng plowshare ay pinaplantsa sa anvil na may isang kutsara kasama ang buong haba ng bahagi ng pagputol upang ang kapal ng talim ay 1-2 mm, pagkatapos ay ang mga iregularidad na nabuo mula sa mga suntok ng martilyo ay aalisin.
Kapag kumukuha, ang hugis at sukat ng plowshare ay sinusuri gamit ang isang template (Larawan 121, a). Para sa binawi na bahagi, ang mga paglihis sa mga sukat ay pinapayagan laban sa bago: kasama ang haba ng ± 15 mm, kasama ang lapad ng + 4 mm.
Ang ploughshare, pagkatapos hilahin at pamamalantsa, kapag ito ay nasa init pa rin, ay ikinakapit sa isang vise at ang talim nito ay pinatalas gamit ang isang file. Pagkatapos ang cooled ploughshare ay hasa mula sa harap na bahagi sa isang emery sharpener. Pagkatapos ng hasa, ang lapad ng bevel ng talim ay dapat na hindi hihigit sa 5-6 mm, at ang kapal ng talim ay dapat nasa loob ng 0.5-1 mm. Ang share blade ay hindi dapat patalasin nang mas manipis kaysa sa 0.3 mm, kung hindi, ito ay mabilis na maubos sa panahon ng operasyon.
Ang heat treatment ng iginuhit na bahagi ay binubuo sa hardening at tempering. Sa panahon ng hardening, ang plowshare ay pinainit sa tabi ng talim ng halos isang-katlo ng lapad nito. Ang pag-init sa apuyan sa temperatura na 780-820 ° ay dapat na pare-pareho (light cherry-red color of heat). Ang pinainit na bahagi ng araro ay mabilis na pinalamig sa isang paliguan ng tubig. Ang temperatura ng tubig sa quenching bath ay dapat na 30-40°. Ang ploughshare ay ibinababa sa paliguan na nakababa ang likod. Kung ang bahagi ay ibinaba sa hardening bath gamit ang isang talim, maaari itong pumutok. Ang bahagi ay hindi dapat ibababa nang patag, dahil sa kasong ito ay kadalasang kumikislap. Ang ploughshare ay pinananatili sa hardening bath hanggang sa huminto ang pag-agos ng tubig, pagkatapos ay alisin ito sa paliguan at dahan-dahang pinalamig sa hangin.
Kapag pinatigas ang bahagi ng pait, maaaring lumitaw ang mga bitak sa talim. Upang maiwasan ito, kinakailangan na palamigin ang lugar ng paglipat mula sa daliri ng paa hanggang sa talim sa pinainit na bahagi, na nag-aaplay dito sa loob ng 2-3 segundo. basang basahan, pagkatapos lamang na ang araro ay mabilis na ibinaba sa hardening bath.
Upang mabawasan ang hina ng ploughshare, na lumitaw sa panahon ng hardening, ito ay pinainit. Upang gawin ito, ang plowshare ay pinainit muli sa 350° (gray tint) at pagkatapos ay dahan-dahang pinalamig sa hangin.
Kapag tumitigas, madalas na kumikislap ang ploughshare. Ang naka-warped plowshare ay pinamumunuan sa palihan ng mga suntok ng martilyo. Ang mga suntok sa ploughshare ay dapat ilapat nang maingat at hindi matigas.
Ang tigas ng matigas na bahagi ng ploughshare ay sinusuri sa isang personal na file. Ang file ay hindi dapat mag-iwan ng anumang marka sa matigas na bahagi ng bahagi.
Sa mga tindahan ng pag-aayos ng RTS, sa panahon ng pag-aayos, ang mga pagbabahagi ay hinangin ng mga de-kalidad na electrodes o isang singil ng V-9 hard alloy. Ang pamamaraang ito ng pag-aayos ng mga bahagi ay nagpapataas ng kanilang resistensya sa pagsusuot. Ang pagtaas sa wear resistance ng mga share ay nakakamit din sa pamamagitan ng pagpapatigas ng kanilang panlabas na layer na may mataas na dalas na mga alon.
Ang mga may-ari ng patent RU 2344913:
SUBSTANCE: ang pag-imbento ay nauugnay sa agricultural engineering, katulad ng mga pamamaraan para sa pagpapanumbalik ng mga bahagi ng araro, at maaaring magamit upang maibalik ang mga bahagi ng araro ng makinarya sa agrikultura na may hardening. Ang pamamaraan ay binubuo na ang isang uka ay ginawa sa ibabaw ng talim ng araro, ang uka ay puno ng panghinang, ang mga ceramic-metal na plato ay naka-install sa panghinang, ang isang karagdagang layer ng panghinang at flux ay inilalapat sa kantong ng mga plato na may ang patayong gilid ng uka. Pagkatapos nito, ang mga plato ay pinainit hanggang sa matunaw ang panghinang at ang bahagi ng araro na may mga plato sa kolektor ng heat-insulating ay pinalamig sa temperatura ng silid sa bilis na 4°C/min. Kasabay nito, ang L63 brand solder ay ginagamit bilang isang solder, at ang FK-250 brand flux ay ginagamit bilang isang flux. Ang mga plato ay pinainit ng apoy ng hydrogen-oxygen burner sa presyon ng pinaghalong gas na 0.5 MPa at isang distansya mula sa exit ng burner nozzle hanggang sa ibabaw ng plato na 50 mm. Ang teknikal na resulta ay isang pagtaas sa lakas ng pagdirikit ng mga ceramic-metal plate sa bahagi ng araro. 1 tab.
Ang imbensyon ay nauugnay sa agricultural engineering, pangunahin sa mga makina para sa pagbubungkal ng lupa, at maaaring magamit upang maibalik gamit ang hardening ploughshares ng mga makinarya sa agrikultura.
Isang kilalang paraan ng pagkuha ng mga blades na lumalaban sa pagsusuot ng mga gumaganang katawan ng mga tool sa paglilinang ng lupa sa pamamagitan ng pagpapatigas ng kanilang mga blades, na binubuo sa katotohanan na upang mabuo ang waviness ng mga blades, na humahantong sa kanilang self-sharpening, isang mas matigas na metal ang inilalagay sa makinis na ibabaw ng mga blades nang paulit-ulit at parallel sa cutting edge, na sinusundan ng paglilimita sa surfacing zone (tingnan ang A.S. USSR No. 461721, class A01B 15/04, na inilathala noong 1975).
Gayunpaman, kapag ginagamit ang pamamaraang ito, ang plowshare ay may medyo mababa ang wear resistance, dahil ang non-surfacing na bahagi ng plowshare ay mas mabilis na nauubos kaysa sa mga lugar na idineposito, bilang isang resulta kung saan ang idineposito na matigas na haluang metal ay nakalantad at naputol, na lumalala. ang mga kondisyon para sa self-sharpening ng ploughshare.
Pinakamalapit sa iminungkahing pamamaraan sa mga tuntunin ng teknikal na kakanyahan at ang nakamit na resulta ay isang paraan para sa pagpapanumbalik ng mga plowshare sa pamamagitan ng paglalagay ng matitigas na haluang metal sa kanilang mga cutting body. Ang kakanyahan nito ay ang mga sumusunod: upang madagdagan ang buhay ng serbisyo ng mga plowshares at cultivator paws, ang paglalapat ng mga matitigas na haluang metal sa kanilang mga cutting body ay isinasagawa sa dalawang yugto: ang una ay ang hinang ng isang bakal na lining sa isang pagod na daliri ng paa, na sinundan. sa pamamagitan ng pag-ibabaw gamit ang matigas na haluang metal nito, sa ikalawang yugto, pagkatapos ng intermediate na operasyon, ang pagod na tuwid na bahagi ng talim ng mga elemento ng pagputol kasama ang kasunod na hardfacing nito (tingnan ang A.S. USSR No. 241959, class A01B 15/04, publication 1969).
Gayunpaman, ang mga gumaganang ibabaw ng mga bahagi ng araro, na naibalik sa pamamagitan ng pamamaraang ito, ay may mababang lakas ng pagdirikit sa pagitan ng matigas na haluang metal at ng base metal, bilang isang resulta kung saan ang naibalik na mga araro ay maikli ang buhay sa panahon ng operasyon.
Ang layunin ng imbensyon ay pataasin ang breakout force at, bilang resulta, ang lakas ng pagkakadikit ng ceramic-metal plates sa bahagi ng araro, pati na rin bawasan ang pagkonsumo ng ceramic-metal plates at dagdagan ang produktibidad sa pag-aararo sa pamamagitan ng pagtaas ng bilis ng pagpapatakbo ng arable unit.
Ang gawain ay nakamit sa pamamagitan ng katotohanan na sa kilalang paraan ng pagpapanumbalik ng mga bahagi ng araro sa ibabaw ng talim ng araro, isang uka ang ginawa, ang uka ay puno ng panghinang, ang mga cermet plate ay naka-install sa panghinang, isang karagdagang layer ng panghinang at ang flux ay inilalapat sa junction ng mga plate na may patayong gilid ng uka, ang mga plato ay pinainit hanggang sa matunaw ang panghinang at ang plowshare na may mga plato sa heat-insulating collector ay pinalamig sa temperatura ng silid sa rate na 4°C /min, habang ang solder grade L63 ay ginagamit bilang isang solder, ang flux grade FK-250 ay ginagamit bilang isang flux, at ang mga plate ay pinainit ng hydrogen-oxygen flame ng isang burner sa isang gas pressure mixture na 0.5 MPa at ang distansya mula sa ang burner nozzle sa ibabaw ng mga plato - 50 mm.
Ang pamamaraan ay isinasagawa bilang mga sumusunod.
Ang mga bahagi ng araro na tinatanggap para sa pagpapanumbalik ay dapat matugunan ang mga sumusunod na kinakailangan: dapat silang linisin ng dumi sa isang kondisyon na nagpapahintulot sa inspeksyon at pagtuklas ng mga depekto; ang kapal ng base ng pagod na bahagi sa lugar ng mga butas para sa bolts ay hindi bababa sa 8 mm; ang lapad ng pagod na bahagi, na tinutukoy mula sa likod (hindi gumagana) na bahagi bilang ang distansya mula sa likod hanggang sa occipital chamfer - hindi bababa sa 100 mm.
Sa ibabaw ng talim ng plowshare, isang uka na may lalim na 1.5 ay ginawa. 2.0 mm. Ang operasyong ito ay ginagawa sa isang vertical milling machine.
Pagkatapos, ang L63 solder ay inilalagay sa mga regular na agwat sa dati nang inihanda na uka, pagkatapos kung saan ang TN-20 o T15K6 na mga metal-ceramic na plato ay naka-install sa panghinang. Pagkatapos nito, ang isang karagdagang layer ng solder at flux brand na FK-250 ay inilapat sa kantong ng bawat plato na may patayong gilid ng uka.
Susunod, ang mga plato at ang plowshare na ibinabalik ay pinainit gamit ang isang portable gas welding machine MBV-500 na may apoy ng hydrogen-oxygen burner. Mga mode ng proseso: ang distansya mula sa hiwa ng burner nozzle hanggang sa ibabaw na ibabalik ay 50 mm, ang rate ng daloy ng oxygen ay 400 l / h, ang rate ng daloy ng hydrogen ay 375 l / h sa isang presyon ng pinaghalong gas na 0.5 MPa. Sa kasong ito, ang burner ay halili na huminto sa bawat plato, sinusubukang tiyakin ang pare-parehong pag-init nito. Ang pag-init ay isinasagawa hanggang ang panghinang ay ganap na natunaw. Sa ganitong paraan, ang bawat plato ay ibinebenta. Ang pagkakalantad sa apoy ng hydrogen-oxygen ay hindi makakaapekto sa ginamit na panghinang, flux, metal-ceramic plate at ang plowshare na metal.
Pagkatapos ang bahagi na ibabalik na may soldered ceramic-metal plates ay inilalagay sa isang heat-insulating collector na pinainit sa temperatura na 620.630°C, kasama kung saan ito ay pinalamig sa room temperature, at ang cooling rate ay 4°C/min.
Ang mga resulta ng comparative test ng iminungkahing pamamaraan at prototype ay ipinapakita sa talahanayan.
Ang mga sumusunod na malfunctions at wear ay posible para sa mga katawan ng araro: ang share blade ay nagiging mapurol, ang isang chamfer ay lilitaw sa likod na bahagi, ang daliri ng paa ay bilugan, ang bahagi ay makitid sa lapad. Mayroong madalas na mga kaso ng pagkasira ng plowshare at paggapas ng gumaganang bahagi nito bilang isang resulta ng mga epekto sa mga ugat at bato kapag nag-aararo ng mga high-speed na araro kapag ang tambak ng moldboard ay naubos, ang hugis ng field cut ay nagbabago, ang gilid nito ay bilugan, ang gumaganang ibabaw ay napuputol at ang daliri ng paa ay naputol, ang pakpak ay napuputol 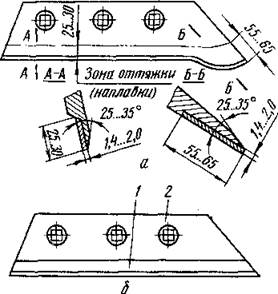
gumaganang ibabaw. Ang field board at mga spot ay isinusuot mula sa gilid ng tudling at mula sa ibaba.
Ang talim ng ploughshare, kapag mapurol, ay pinatalas sa nagtatrabaho bahagi sa isang kapal
Ploughshare a-paglilinis sa sarili; b-composite welded; 1-strip; 2-likod
Ang hugis ng pagod na gumaganang ibabaw ng talim ay nasuri gamit ang isang template. Ang paglihis mula sa template ay pinapayagan nang hindi hihigit sa 6 mm. Kung nasira ang daliri ng dibdib, maaaring maibalik ang talim. Upang gawin ito, ang sirang bahagi ay ginawa mula sa isang lumang talim, ayon sa isang template, na nababagay sa kantong at hinangin ng electric welding mula sa likod hanggang sa pagod na talim. Bago ang hinang, ang billet ay ginagamot sa init upang makakuha ng katigasan ng NKS 62. 50. Upang alisin ang init sa panahon ng hinang, ang mga lugar na malapit sa tahi ay pinahiran ng isang solusyon ng luad na may asbestos, isang pulang tansong lining na 5 mm ang kapal ay inilalagay sa ilalim ng tahi, at ang mga basahan na binasa ng tubig ay inilalagay sa ilalim ng lining. Pagkatapos ng hinang, nililinis ang tahi. Kapag ang gilid ng field ng talim ay pagod na, ito ay idineposito sa sunud-sunod na mga overlay. mga roller na may mga electrodes ng T-590 brand at pinatalas sa isang anggulo na 45. 50° sa ibabaw ng trabaho.
Sa kaso ng bahagyang pagkasira, ang mga field board ay ibinabalik na may matigas na ibabaw na sinusundan ng hasa, o ang hindi pa nasusuot na bahagi ng board ay ginagamit, na binabaligtad ito. Upang gawin ito, ang mga butas ay ginawa sa loob nito at pinatigas.
Ang pagdurog ng talim ng kutsilyo ay pinapayagan sa hindi hihigit sa tatlong lugar na may lalim na hanggang 1.5. 2.0 mm at hanggang 15 mm ang haba. Ang pag-warping ng disc ay pinapayagan nang hindi hihigit sa 3 mm. Ang mga naka-warped na disc ay itinatama sa isang plato sa isang malamig na estado. Ang mga ito ay pinatalas sa isang talim na kapal ng 0.5 mm sa isang OR-6112 machine para sa hasa ng mga pabilog na kutsilyo at sa mga fixture para sa isang lathe na may mga cutter na may mga plato na gawa sa matitigas na haluang metal na T15K6, atbp. Ang axial at radial runout ng disk ay pinapayagan nang hindi hihigit sa 3 mm.
Ang pagsusuot ng mga dulo ng hub ng mga disk hanggang 8 mm ay binabayaran sa pamamagitan ng pagtatakda ng mga washers upang ang agwat sa pagitan ng mga spurs ng mga katabing disk ay hindi bababa sa 4 mm. Ang mga bahagi ng cast iron na may mga bitak ay hinangin gamit ang PANCH-I flux-cored wire sa pamamagitan ng electric welding o hot gas welding na may mga cast iron rod.
Limitahan ang pagpapakita ng mga pagod na cutting body ng tillage machine
Ang mga katanungan ay maaari lamang itanong pagkatapos ng pagpaparehistro. Mangyaring mag-login o magparehistro.
Tingnan ang araro, kung ano ang kailangang palitan sa loob nito, upang ito ay mag-araro, at hindi maputol ang mga tudling. Susubukan kong mag-post ng isang larawan, tila sa akin na ang unang talim ay gumagapang sa kanan, ako ay lubos na nagpapasalamat sa tulong.
Well, oo, baluktot ang unang gusali. Nag-iiwan din ba ng tudling ang pangalawang katawan?
Una, kailangan mong itakda ang lahat ng mga katawan sa parehong eroplano, at pangalawa, ayusin ang araro. Ang iyong tambakan ay hindi ganap na gumagana, kaya ang mga tagaytay.
Maaaring may dalawang dahilan sa aking palagay:
1 Nagkalat ang araro sa tudling
2 mababang bilis
Sa ibang mga kaso, ang mga tagaytay ay magkakaiba, ngunit mayroon kang lahat ng parehong mga tagaytay
Ang talim ng unang katawan ay naiiba sa ika-2 at ika-3, at ano ang track ng mga gulong sa likuran ng traktor?
Pag-aayos ng araro.
Nagmamaneho ka ba ng traktor sa kahabaan ng tudling o sa buong field? Ang unang katawan ay hindi nagtatapon ng marami sa nakaraang track. Ang mga dump ay normal na pinakintab, ibig sabihin ay mayroong turnover ng formation. linya at dibdib 
mga tambakan, ngunit hindi ito nakamamatay (ang mga tanning bed ay lalamunin ng kaunti at mag-aararo ng kaunti). Bawasan ng kaunti ang lapad ng pagtatrabaho, mas malapit sa pag-aararo ng mga gulong (husks) at lahat ay magiging bisikleta. Ang bilis ay hindi kailangan. Ang iyong araro ay may mga klasikong blades (hindi high-speed). sa idle
Gumawa ng harrow sa likod ng araro at ikaw ay magiging masaya.
- may kumatok sa makina.
palakasin ang radyo at magiging masaya ka
Ang patakarang pang-ekonomiya ay pangunahing sining ng pagpapatupad, hindi ang sining ng pagpaplano. (A.V. Chayanov)
Lumilikha kami ng mga kondisyon para sa pag-unlad : . suporta para sa mga prodyuser ng agrikultura sa mga tuntunin ng hindi paghadlang sa kanila. Cherkasov P.N., Rehiyon ng Natalinsky Moscow.
ang araro ay dapat na regulated, ito ay isang katotohanan, ngunit sa karagdagan, ito ay kinakailangan upang ayusin ang paraan ng araro ay naka-mount sa traktor. pagkatapos ay magiging maganda ang lupang taniman.
Ang patakarang pang-ekonomiya ay pangunahing sining ng pagpapatupad, hindi ang sining ng pagpaplano. (A.V. Chayanov)
Lumilikha kami ng mga kondisyon para sa pag-unlad : . suporta para sa mga prodyuser ng agrikultura sa mga tuntunin ng hindi paghadlang sa kanila. Cherkasov P.N., Rehiyon ng Natalinsky Moscow.
Kahit paano mo ayusin ang araro, mananatili pa rin ang mga uka at bukol. Lalo na sa matigas na lupa. Sa isang suyod ito ay lumiliko na perpektong pantay.
At ano, kaya eksakto kung ano ang maaaring ihasik nang walang leveling sa isang magsasaka?
Nagmamaneho ka ba ng traktor sa kahabaan ng tudling o sa buong field? Ang unang katawan ay hindi nagtatapon ng marami sa nakaraang track. Ang mga dump ay normal na pinakintab, ibig sabihin ay mayroong turnover ng formation. linya at dibdib
Ang araro ay normal na nag-aararo, ang bakas mula sa isang daanan ay pantay 
Ngunit ang katotohanan na ang unang kaso ay hindi nagtatapon ng marami sa nauna, kung gayon ito ay isang problema, at sa halip ay maaari itong pagalingin sa dalawang paraan: 1) Hilahin ang araro na may mga tanikala palapit sa kanang bahagi (ang iyong araro ay malayo sa tudling, marahil
ang mga field board ay maaaring mag-compost ng mga utak)
2) Digest lang ang attachment point ng araro (triangle hitch).
At ikaw ang bahalang magdesisyon.
Huwag magmadali sa paggawa ng mabuti. Ang kabutihan ay dapat gawin nang dahan-dahan upang mapansin at pahalagahan. ang
Ang isang kabayo, traktor o motoblock na araro ay isang kailangang-kailangan na bagay sa paghahardin sa bahay. Inaararo ng araro ang lupa, binabaligtad ang tuktok na layer ng lupa, na nagpapababa sa bilang ng mga damo, ginagawang mas malambot at mas malambot ang lupa. Hindi ka lamang makakabili ng araro, ngunit gawin mo rin ito sa iyong sarili. Upang gawin ito, bilang karagdagan sa mga tool at materyales, kailangan mong magkaroon ng ideya tungkol sa istraktura ng araro at geometry nito.
Posible lamang na gumawa ng isang araro nang tama kapag may ideya tungkol sa proseso ng pag-aararo, gayundin ang tungkol sa layunin ng bawat isa sa mga detalye ng araro.
Kapag nag-aararo, ang wedge ng araro ay pumuputol sa lupa sa isang tiyak na anggulo, depende sa lambot at moisture content ng lupa. Ang wedge ay naghihiwalay sa pagbuo, itinataas at pinipiga ito, sabay-sabay na hinahati ang pagbuo sa maraming bahagi. Tinutukoy ng anggulo ng pagpasok kung gaano karaming bahagi ang hahatiin sa layer ng lupa: kung mas malaki ang anggulo, mas malaki ang hati. Ngunit kung ang anggulo ng pagpasok ay higit sa apatnapu't limang degree, kung gayon ang lupa ay hihinto sa pag-slide sa kahabaan ng gumaganang ibabaw ng arable device, at nagsisimulang maipon sa harap nito, na ginagawang mahirap ang karagdagang trabaho.Ang isang patayong araro, iyon ay, na may isang mas matalas na nangungunang anggulo, ay naghihiwalay sa lupa mula sa gilid ng arable furrow, at pinipiga ito nang pahalang. Ang isang araro na may pahalang na nangungunang anggulo ay gumagana nang iba: ito ay nagpapalihis at lumiliko sa ibabaw ng layer ng lupa.
Ang isang karaniwang gumaganang araro ay binubuo ng:
- Piso ng araro na pumuputol sa lupa
- itapon,
- kutsilyo
- field board,
- mga rack,
- Skimmer.
Bilang karagdagan, ang araro ay maaaring nilagyan ng:
- Mas matibay na metal frame,
- mga gulong,
- Isang mekanismo na nagwawasto sa gawain ng araro na may kaugnayan sa traktor,
- haydroliko na mekanismo,
- Pneumatic hydraulic system.
Ang dump ay maaaring magkaroon ng ilang uri ng gumaganang ibabaw:
- tornilyo,
- cylindrical,
- Cylindroid.
Ang cylindrical ay perpektong gumiling sa lupa, ngunit ang pagbuo ay hindi maganda. Ito ay hindi palaging maginhawa. Ang cylindrical working surface ay karaniwang ginagamit para sa pagtatrabaho sa malambot na lupa. Ang pinaka-maginhawa at praktikal sa trabaho ay ang cylindrical na ibabaw, na parehong gumuho nang maayos at lumiliko sa ibabaw ng lupa, at nakayanan din ang parehong tuyo at basa na lupa.
Upang makagawa ng isang araro sa bahay gamit ang iyong sariling mga kamay, dapat kang magkaroon ng:
- mga roller,
- Bulgarian
- pamutol ng gas,
- mga fastener,
- Tool sa pagsukat,
- martilyo,
- Welding machine,
- Gunting para sa pagputol ng metal.
Bago simulan ang trabaho, inirerekumenda na gumuhit ng isang pagguhit o diagram, o maghanap ng isang handa na bersyon sa Internet. Ito ay magbibigay-daan sa iyo upang mailarawan ang pag-unlad ng trabaho, ang lokasyon ng lahat ng mga bahagi at mga fastener.
Ang pinakamadaling opsyon na gawin. Ang isang panig na aparato ay maaaring gawin bilang isang piraso, sa anyo ng isang solong katawan, o maaaring i-collaps. Ang collapsible na bersyon ay maginhawa dahil pinapayagan ka nitong alisin ang plowshare para sa hasa. Ang ploughshare ay maaaring mapalitan ng isang disk mula sa isang pabilog na plato. Ang dump ay karaniwang ginagawa sa dalawang paraan. Ang una sa mga ito ay nangangailangan ng paggamit ng isang pipe cut, mga limang milimetro ang kapal at limampung sentimetro ang lapad.
Ang isang workpiece ay pinutol mula sa hiwa, at sa tulong ng isang gilingan ng anggulo, dinadala ito sa nais na laki. Ang pangalawang paraan ng paggawa ng isang talim ay nagsasangkot ng pagkakaroon ng isang steel sheet na apat na milimetro ang kapal, o isang silindro na may parehong kapal ng pader, ngunit isang cross section na mga 50 cm. Gamit ang isang welding machine o metal na gunting, isang hugis ay pinutol at baluktot sa anyo ng isang silindro. Kung may mga paglihis mula sa mga kinakailangang sukat, maaari kang gumamit ng martilyo para sa pagpipino.
Ang anumang mga guhit ay nagbibigay para sa anim na elementong bumubuo:
- Metal disc o ploughshare
- Ang pundasyon,
- spacer plate,
- kalasag sa gilid,
- Gupitin ang tubo para sa kalasag,
- Field work board.
Ang plowshare ay karaniwang inilalagay gamit ang isang sheet ng metal at ilang mga wedge na beveled sa isang anggulo ng dalawampu't limang degrees. Ang mga ito ay naayos sa pamamagitan ng two-point welding, at ikinonekta din nila ang rack at ang side shield. Ito ay kanais-nais na gawin ang kalasag ng isang sentimetro na mas mataas kaysa sa ibabang gilid ng plowshare, habang ang mga gilid ng kalasag ay dapat na magkakapatong sa gilid ng talim ng lima o anim na milimetro.
Ang ploughshare na may talim ay ikinakabit sa pamamagitan ng hinang upang sila ay isang buo, nang walang mga puwang at mga iregularidad. Ang anggulo na nabuo sa pagitan ng mga ito ay hindi dapat lumampas sa pitong degree. Ang isang welded ploughshare at isang blade ay nakakabit sa side stand, at ang stand mismo ay hinangin muna sa base, at pagkatapos ay sa spacer plate. Sa dulo, ang mga sulok ng ploughshare ay hinangin sa base. Ang lahat ng mga bakas ng hinang at mga tahi ay nalinis, at ang talim na may isang araro ay pinakintab.
Ang ganitong uri ay mas mabisa para sa pag-aararo ng malalaking lupain. Para sa pagmamanupaktura, kinakailangan ang isang malakas na frame ng bakal, na gawa sa isang bilog o hugis-parihaba na profile, hindi bababa sa dalawang milimetro ang kapal. Ang laki ng frame ay depende sa bilang ng mga gumaganang bahagi na kinakailangan at ang operating elemento. Sa nagtatrabaho katawan, ang ploughshare ay dapat ilagay mula sa ibaba, dahil ang papel nito ay upang ilipat ang isang layer ng lupa sa dump. Ang dump ay lumiliko sa lupa, naghiwa at nagbabago, na bumubuo ng isang tudling.
Ang rack ay kinakailangan para sa paglakip ng mga gumaganang tool sa frame at paghawak ng kutsilyo. Maraming mga adjustable na butas ang ginawa sa loob nito, na magpapahintulot sa iyo na baguhin ang lalim ng pag-aararo.Karaniwan ang rack ay hinangin mula sa isang metal plate, hindi bababa sa isang sentimetro ang kapal, at ikinakabit sa frame na may bolts.
Ang frame na may lahat ng gumaganang tool ay nakakabit sa isang mini-tractor o walk-behind tractor na may homemade drawbar o hitch. Ang drawbar ay dapat may hawakan, at tuwid o V-shaped. Ang opsyon sa pangalawang anyo ay mas mahusay dahil ginagawa nitong mas matatag ang araro. Gayundin, para sa higit na katatagan at tuwid ng paggalaw, maaaring i-install ang mga gulong ng field. Ang mga ito ay nakakabit sa frame na may adjustable bracket.
Upang tipunin ang araro gamit ang iyong sariling mga kamay, kailangan mong sundin ang isang napakahalagang panuntunan: ang lahat ng mga bahagi ng aparato ay unang welded, at kapag ang lahat ng mga bahagi ay nasa lugar at nai-fasten nang tama - ang pangwakas. Madaling suriin ang kalidad ng pagkakagawa - para dito, dapat na alisin ang talim na may bahagi, at ang araro mismo ay dapat ilagay sa mesa. Ang pagpindot sa araro nang mahigpit, suriin ang pagkakaisa ng ibabaw ng mesa sa pahalang na ibabaw ng skid. Kung walang mga paglihis, ang lahat ay ginagawa nang tama.
Makikilala mo rin ang isang magandang build sa pamamagitan ng mga sumusunod na feature:
- Ang matalim na gilid ng ploughshare ay matatagpuan dalawang sentimetro sa ibaba ng skid,
- Ang plowshare na may talim ay hindi nakausli lampas sa patayong gilid ng skid ng higit sa isang sentimetro,
- Walang puwang sa pagitan ng skid at ng talim.
Inilalagay nila ang isang gawang bahay na aparato sa isang walk-behind tractor sa tabi ng lugar ng pag-aararo. Nagsisimula sila sa pag-install ng mga gulong na bakal - pinipigilan nila ang walk-behind tractor na dumulas sa lupa. Susunod na hakbang: i-fasten ang araro, ngunit huwag ganap na balutin ang lahat ng pag-aayos ng mga mani. Sa kanilang tulong, ang apparatus ay iakma, na magsisimula sa isang espesyal na stand. Ang taas ng kinatatayuan ay dapat na katumbas ng lalim ng pag-aararo. Matapos i-mount at suriin ang pangkabit ng lahat ng mga node, ang araro ay inilalagay sa lupa.
Ang pagsubok ng kalidad ng trabaho ay isinasagawa sa pag-aararo sa tatlong tudling.
Ito ay sapat na upang sukatin ang lalim at suriin ang mga inverted seams. Kung ang mga furrow ay tumatakbo sa isa't isa, o ang distansya sa pagitan ng mga ito ay higit sa sampung sentimetro, kinakailangan upang ayusin muli ang lahat ng mga bahagi.
















