Do-it-yourself welding torch repair para sa isang semiautomatic na device
Sa detalye: do-it-yourself welding torch repair para sa isang semiautomatic na device mula sa isang tunay na master para sa site na my.housecope.com.
0
poipoi 09 Ago 2011
Mayroong isang semi-awtomatikong aparato sa gumaganang kondisyon na may napakasamang burner. (+ mga lason sa gas) ang burner ay hindi naaalis - kasama nito ang manggas sa kailaliman ng katawan. Posible bang palitan ang burner nang mag-isa? Kailangan bang maghanap ng burner pareho lang? o maaari mong i-tornilyo ang anumang pagmamasid sa diameter ng wire?
device TELWIN TELMIG 130 ganyan
0
budia Ene 22, 2012
1
30 Ene 2012
Mayroong isang semi-awtomatikong aparato sa gumaganang kondisyon na may napakasamang burner. (+ mga lason sa gas) ang burner ay hindi naaalis - kasama nito ang manggas sa kailaliman ng katawan. Posible bang palitan ang burner nang mag-isa?
Una, makipag-ugnayan sa serbisyo, hayaan silang sabihin kung magkano ang halaga nito nang hiwalay. Bakit maglagay ng isang bagay sa pandikit at mga nozzle!? At maaari mo itong baguhin sa iyong sarili, o ang iyong mga kamay ay lumago mula sa tamang lugar. kasi Ang ilang mga tao ay hindi man lang humawak ng screwdriver. At hindi nila maaaring baguhin ang burner sa lahat.
Ang isang semi-awtomatikong welding machine ay isang medyo sikat na aparato sa mga propesyonal at mga manggagawa sa bahay, lalo na ang mga kasangkot sa pag-aayos ng katawan. Ang yunit na ito ay maaaring mabili na handa na. Ngunit maraming mga may-ari ng mga inverter welding machine ang nagtataka: posible bang i-convert ang inverter sa isang semiautomatic na aparato upang hindi bumili ng isa pang welder? Ang paggawa ng isang semiautomatic na aparato mula sa isang inverter gamit ang iyong sariling mga kamay ay isang medyo mahirap na gawain, ngunit may isang malakas na pagnanais na ito ay lubos na magagawa.
Upang tipunin ang yunit, kakailanganin mo ang mga sumusunod na item:
inverter welding machine;
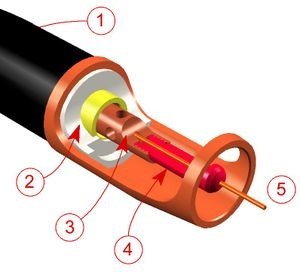
isang burner, pati na rin ang isang espesyal na nababaluktot na hose, sa loob kung saan ang isang pipeline ng gas, isang wire guide, isang power cable at isang electric control cable ay pumasa;
mekanismo para sa unipormeng awtomatikong wire feed;
control module, pati na rin ang motor speed controller (PWM controller);
proteksiyon na silindro ng gas (carbon dioxide);
solenoid valve para sa pagputol ng gas;
coil na may electrode wire.
Video (i-click upang i-play).
Upang mag-assemble ng isang home-made na semiautomatic na aparato mula sa isang welding inverter, ang huli ay dapat bumuo ng isang welding current na hindi bababa sa 150 A. Ngunit ito ay kailangang bahagyang i-upgrade, dahil ang kasalukuyang-boltahe na mga katangian (CVC) ng inverter ay hindi angkop. para sa hinang gamit ang electrode wire sa isang shielding gas environment.
Ngunit higit pa sa na mamaya. Una kailangan mong gawin ang mekanikal na bahagi ng semiautomatic na aparato, lalo na ang mekanismo ng wire feed.
Dahil ang feeder ay ilalagay sa isang hiwalay na kahon, ito ay perpekto para sa layuning ito. kaso ng computer system. Bilang karagdagan, hindi mo kailangang itapon ang suplay ng kuryente. Maaari itong iakma sa pagpapatakbo ng mekanismo ng broach.
Una, kailangan mong sukatin ang diameter ng wire spool o, na nakabalangkas sa papel, gupitin ang isang bilog at ipasok ito sa katawan. Dapat ay may sapat na espasyo sa paligid ng reel upang mapaglagyan ang iba pang mga bahagi (supply ng kuryente, mga hose at wire feeder).
Ang wire pulling device ay ginawa mula sa isang windshield wiper mechanism mula sa isang kotse. Sa ilalim nito, kinakailangan na magdisenyo ng isang frame na hahawak din sa mga roller ng presyon. Ang layout ay dapat iguhit sa makapal na papel sa totoong sukat.
Ang feeder ay dapat na naka-install sa pabahay upang ang connector ay nasa isang maginhawang lokasyon.
Upang ang wire ay mapakain nang pantay-pantay, ang lahat ng mga bahagi ay dapat na maayos nang eksakto sa tapat ng bawat isa. Ang mga roller ay dapat na nakasentro na may kaugnayan sa inlet fitting hole, na matatagpuan sa hose connector.
bilang roller guides gumamit ng angkop na diameter bearings. Ang isang maliit na uka ay ginagawang makina sa mga ito gamit ang isang lathe, kung saan lilipat ang electrode wire. Para sa katawan ng mekanismo, maaari mong gamitin ang plywood na 6 mm ang kapal, textolite o matibay na sheet na plastik. Ang lahat ng mga elemento ay naayos sa batayan, tulad ng ipinapakita sa sumusunod na larawan.
Ginamit bilang pangunahing wire guide axially drilled bolt. Ang resulta ay parang wire extruder. Sa inlet ng fitting, isang cambric reinforced na may spring ay ilagay sa (para sa tigas).
Ang mga rod kung saan ang mga roller ay naayos din ay spring-loaded. Ang puwersa ng pag-clamping ay itinakda gamit ang isang bolt na matatagpuan sa ibaba, kung saan nakakabit ang spring.
Ang batayan para sa pag-aayos ng bobbin ay maaaring gawin mula sa isang maliit na piraso ng playwud o textolite at trimming isang plastic pipe ng isang angkop na diameter.
Susunod, ang lahat ng mga sangkap ay dapat na maingat na ilagay sa kaso.
Upang makamit ang isang mahusay na kalidad ng weld kapag hinang, ito ay kinakailangan upang matiyak na ang wire ay fed sa isang tiyak at pare-pareho ang bilis. Dahil ang motor mula sa wiper ay may pananagutan para sa rate ng feed ng kagamitan, kinakailangan ang isang aparato na maaaring magbago ng bilis ng pag-ikot ng armature nito. Para dito, ang isang handa na solusyon ay angkop, na maaari ding mabili sa China, at ito ay tinatawag PWM controller.
Nasa ibaba ang isang diagram kung saan nagiging malinaw kung paano nakakonekta ang speed controller sa engine. Ang regulator ng controller na may digital display ay ipinapakita sa front panel ng case.
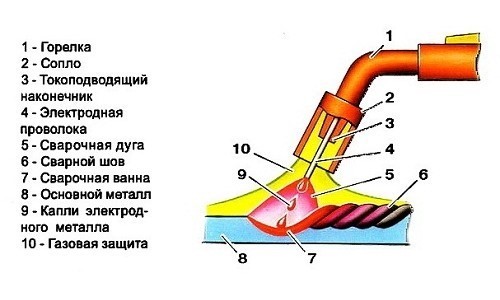
Susunod, kailangan mong i-install relay na kumokontrol sa balbula ng gas. Ito rin ang magkokontrol sa pagsisimula ng makina. Ang lahat ng mga elementong ito ay dapat i-activate sa pamamagitan ng pagpindot sa start button na matatagpuan sa burner handle. Sa kasong ito, ang supply ng gas sa lugar ng hinang ay dapat na mauna (sa pamamagitan ng mga 2-3 segundo) ng pagsisimula ng wire feed. Kung hindi, ang arko ay mag-aapoy sa isang kapaligiran ng hangin sa atmospera, at hindi sa isang shielding gas na kapaligiran, bilang isang resulta kung saan ang electrode wire ay matutunaw.
Maaaring i-assemble ang delay relay para sa isang homemade semiautomatic device batay sa 815th transistor at capacitor. Para makakuha ng pause ng 2 segundo, sapat na ang 200-2500 uF capacitor.
Solenoid shut-off valve ay inilalagay sa anumang lugar kung saan hindi ito makagambala sa pagpapatakbo ng mga gumagalaw na bahagi, at konektado sa circuit ayon sa diagram. Maaari kang gumamit ng air valve mula sa GAZ 24 o bumili ng isang espesyal na dinisenyo para sa mga semiautomatic na aparato. Ang balbula ay responsable para sa awtomatikong supply ng shielding gas sa burner. Ito ay bubukas pagkatapos pindutin ang start button na matatagpuan sa semi-awtomatikong burner. Ang pagkakaroon ng elementong ito ay makabuluhang nakakatipid ng pagkonsumo ng gas.
Dagdag pa, pagkatapos i-install ang lahat ng mga node sa kaso, ang attachment sa inverter para sa semi-awtomatikong hinang ay magiging handa para sa operasyon.
Ngunit tulad ng nabanggit na, ang kasalukuyang-boltahe na mga katangian (CVC) ng inverter ay hindi angkop para sa buong operasyon ng semiautomatic na aparato. Samakatuwid, upang ang semi-awtomatikong prefix ay gumana kasabay ng isang inverter, ang mga maliliit na pagbabago ay kailangang gawin sa electrical circuit nito.
Maraming mga scheme upang baguhin ang katangian ng I-V ng isang inverter, ngunit ang pinakamadaling paraan upang gawin ito ay ang mga sumusunod:
tipunin ang aparato gamit ang throttle mula sa fluorescent lamp ayon sa scheme sa ibaba;
upang ikonekta ang naka-assemble na aparato, kakailanganin mong mag-ipon ng isa pang bloke ayon sa sumusunod na pamamaraan;
Upang maiwasan ang inverter na ma-trigger ang overheating sensor, ang isang optocoupler ay dapat na soldered (kahanay) dito, tulad ng ipinapakita sa sumusunod na diagram.
Ngunit kung ang kasalukuyang hinang ay kinokontrol sa inverter na may shunt, pagkatapos ay maaari kang mag-ipon ng isang simpleng circuit ng tatlong resistors at isang mode switch, tulad ng ipinapakita sa ibaba.
Bilang isang resulta, ang conversion ng isang welding inverter sa isang semiautomatic na aparato ay nagkakahalaga ng 3 beses na mas mura kaysa sa isang natapos na yunit. Ngunit siyempre, para sa self-assembly ng device, kakailanganin mong magkaroon ng ilang kaalaman sa negosyo ng radyo.
Ang mga semi-awtomatikong welding machine ay simple at maaasahang mga disenyo. Ngunit walang walang hanggan, kahit na ang pinakamataas na kalidad ng mga mekanismo ay maaaring mabigo, ang mga pangunahing dahilan ay maaaring mga paglabag sa mga patakaran ng operasyon.
Semi-awtomatikong welding device.
Kadalasan, ang mga malfunction ng semi-awtomatikong welding machine ay nangyayari sa mga pinakamahina na punto ng kagamitan. Sa mekanismong ito, ang naturang lugar ay isang branded block, kung saan nakakonekta ang welding wiring. Sa kaso ng mahinang pakikipag-ugnay sa kumbinasyon ng pagtaas ng kasalukuyang hinang, ang sobrang pag-init ng mga koneksyon at mga cable na konektado dito ay maaaring mangyari. Ito ay hahantong sa pagkasira ng koneksyon, pagkatapos ay sinusunog ang insulating layer sa mga dulo ng windings at maaaring mangyari ang isang maikling circuit.
Sa kasong ito, ang mga pinainit na koneksyon ay pinagsunod-sunod, ang mga contact at clamp ay nililinis upang lumikha ng isang mahusay na akma para sa mga contact ng lahat ng mga elemento. Ang iba pang mga malfunction ay maaari ding mangyari.
Ang gawain ng isang semi-awtomatikong welding machine.
Sa sitwasyong ito, kapag nakakonekta sa network, nangyayari ang isang kusang pagsara, dahil na-trigger ang proteksiyon na elemento. Ang ganitong mga problema ay kadalasang nangyayari sa proseso ng pagsasara ng isang mataas na boltahe na circuit. Kadalasan isinasara nila ang mga wire at ang kaso o ang mga kable mismo. Maaaring gumana ang proteksyon dahil sa isang maikling circuit sa pagitan ng mga pagliko ng coil o ng mga elemento ng magnetic circuit.
Kung kinakailangan ang pag-aayos, idiskonekta ang welding machine mula sa mains, hanapin ang pinagmulan ng problema at ayusin ito - maaaring ito ang pagpapanumbalik ng pagkakabukod, pagpapalit ng kapasitor at iba pang posibleng mga pagkakamali.
Ang ganitong uri ng problema ay kadalasang sinasamahan ng sobrang pag-init ng kagamitan. Maaaring may ilang mga kadahilanan:
ang mga bolts na humihigpit sa mga elemento ng magnetic-conductive ay lumuwag;
pagkasira sa core attachment o sa mekanismo para sa paglipat ng mga coils;
labis na karga ng kagamitan (ang welding machine ay nagtrabaho nang medyo mahabang panahon, ang pinakamataas na kasalukuyang tagapagpahiwatig, isang malaking cross section ng elektrod).
Ang aparato ay maaari ding mag-hum nang malakas kapag ang mga welding wiring o magnetic circuit na mga elemento ay pinaikli. Kapag lumilikha ng tulad ng isang madepektong paggawa, kinakailangan upang suriin ang lahat ng mga fastener, at kung kinakailangan, sila ay hinihigpitan, ang mga malfunctions sa pangunahing mekanismo ng pangkabit ay tinanggal, kinakailangan upang suriin at i-insulate ang mga welding cable.
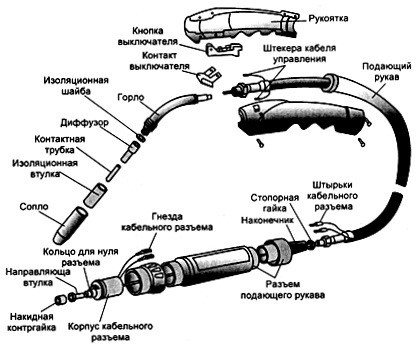
Semi-awtomatikong burner device.
Kadalasan, ang mga naturang paglabag ay nangyayari mula sa hindi pagsunod sa mga patakaran sa pagpapatakbo - ang pagtatakda ng kasalukuyang welding ay lumampas sa mga pinahihintulutang limitasyon, masyadong malalaking electrodes ang ginagamit, at ang tagal ng operasyon (nang walang kinakailangang pahinga) ng welding machine ay nilabag din. . Kung nangyari ang mga naturang problema, kinakailangan na sumunod sa mode na pinapayagan para sa device na ito, pati na rin upang palamig ang device, magpahinga mula sa trabaho.
Ang sobrang overheating ay humahantong sa mga maikling circuit ng mga windings ng coil - ito ang mga kahihinatnan ng pagsunog ng insulating layer, na kahit na humahantong sa usok. Ito ay itinuturing na pinaka-seryosong breakdown kung saan maaaring masunog ang device. Kung nangyari ito, kung gayon kinakailangan na ibalik ang insulating layer ng mga kable sa mga coils, ngunit nangyayari na hindi mo magagawa nang walang kumpletong rewind. Kapag nagre-rewinding, dapat gumamit ng wire ng nakaraang seksyon at may parehong bilang ng mga pagliko.
At kung ang isang maliit na tagapagpahiwatig ng hinang kasalukuyang? Ang mga malfunction na ito ay nauugnay sa pagbaba ng boltahe ng mga network ng power supply o pagkasira ng regulator na nagsu-supply ng kasalukuyang sa device.
Kung ang kasalukuyang ng welding machine ay hindi kinokontrol, kung gayon ang isang katulad na problema ay nangyayari mula sa isang malfunction ng mekanikal na pagsasaayos ng kasalukuyang.
Ang mga regulator sa bawat modelo ay may iba't ibang pagbabago. Ang mga problema ay kadalasang nangyayari sa mga turnilyo ng regulator, sa mga elemento ng clamping, na may hindi pantay na kadaliang mapakilos ng mga pangalawang coils, kung ang choke coil ay maikli, pati na rin sa pagtagos ng mga labi o mga dayuhang bagay.Sa kasong ito, dapat alisin ang pambalot at kinakailangang pag-aralan ang lahat ng mga mekanismo ng kontrol.
Kusang pagkagambala ng arko nang walang posibilidad na ipagpatuloy ang trabaho. Sa gayong malfunction, lumilitaw lamang ang mga spark sa halip na isang arko. Nangyayari ito kung may pagkasira sa mataas na boltahe na paikot-ikot, mula sa isang maikling circuit ng mga welding wire, kung ang koneksyon ng mga wire sa mga terminal ng device ay nasira.
Labis na pagkonsumo ng kasalukuyang sa network nang walang load. Ang ganitong problema ay maaaring lumitaw dahil sa maikling circuit ng paikot-ikot na mga liko, na maaaring alisin sa pamamagitan ng pagpapanumbalik ng pagkakabukod o sa pamamagitan ng ganap na pagbabago ng paikot-ikot sa welding coil.