
Sa detalye: do-it-yourself repair ng isang 2n125 drilling machine mula sa isang tunay na master para sa site na my.housecope.com.
Tagagawa ng mga modelo ng vertical drilling machine 2N125, 2N135, 2N150, 2G175 - Sterlitamak Machine-Tool Plant, OOO NPO Stankostroenieitinatag noong 1941.
Ang kasaysayan ng Sterlitamak Machine Tool Plant ay nagsimula noong Hulyo 3, 1941, nang magsimula ang paglikas ng Odessa Machine Tool Plant sa lungsod ng Sterlitamak.
Noong Oktubre 11, 1941, ang Sterlitamak Machine-Tool Plant ay nagsimulang gumawa ng mga espesyal na pinagsama-samang makina para sa industriya ng depensa.
Sa kasalukuyan, ang planta ay gumagawa ng mga kagamitan sa paggawa ng metal, kabilang ang CNC turning at milling machine, multifunctional machining center, metalworking at cutting tools.
Ang universal vertical drilling machine 2H125, na may nominal drilling diameter na 25 mm, ay ginagamit sa mga negosyo na may single at small-scale production at idinisenyo upang isagawa ang mga sumusunod na operasyon: drilling, reaming, countersinking, countersinking, reaming at trimming gamit ang mga kutsilyo.
Ang mga limitasyon ng bilang ng mga rebolusyon at mga feed ng spindle ay nagbibigay-daan sa pagproseso ng iba't ibang uri ng mga butas sa nakapangangatwiran na mga kondisyon ng pagputol.
Kronolohiya produksyon ng planta ng vertical drilling machine 2125 series na may diameter ng pagbabarena na hanggang 25 mm:
- 2125 - ang unang modelo ng isang serye ng mga vertical drilling machine, na ginawa mula 1945 hanggang 1950.
- 2A125, 2A125A, 2A125K - ang mga sumusunod na modelo ng serye, ay ginawa mula 1950 hanggang 1965.
- 2N125, 2N125A, 2N125K, 2N125F2 - ang pinakasikat at mass model ng serye, na ginawa mula 1965 hanggang unang bahagi ng 90s
- 2S125, 2S125-01, 2S125-04 - ang pinakabagong mga modelo ng serye. Wala sa produksyon noong 2014
| Video (i-click upang i-play). |
Ang presensya sa mga makina ng mekanikal na supply ng spindle, na may manu-manong kontrol ng mga siklo ng trabaho.
Pinapayagan ang pagproseso ng mga bahagi sa isang malawak na hanay ng mga sukat mula sa iba't ibang mga materyales gamit ang mga tool na gawa sa high-carbon at high-speed na bakal at matitigas na haluang metal.
Ang mga makina ay nilagyan ng isang aparato para sa pag-reverse ng de-koryenteng motor ng pangunahing paggalaw, na nagpapahintulot sa kanila na ma-thread na may mga gripo ng makina kapag ang spindle ay manu-manong pinapakain.
Kategorya ng placement 4 ayon sa GOST 15150-69.
Ang nag-develop ay ang Odessa Special Design Bureau ng Special Machine Tools.
Para sa pagproseso ng mga butas ng iba't ibang diameters, ginagamit ang mga pangunahing vertical drilling machine: 2Н125. Ang huling dalawang digit ng bawat numero ng modelo ay nagpapahiwatig ng pinakamalaking diameter ng butas sa mm na maaaring i-drill sa makinang ito sa 45 na blangko ng bakal.
Batay sa mga pangunahing modelo sa itaas ng mga kagamitan sa makina, ang mga sumusunod na binagong modelo ay nilikha:
2H125A – mga vertical drilling machine na may awtomatikong kontrol (ang kontrol ay isinasagawa gamit ang mga paunang na-configure na cam at mga pindutan);
2N125K - i-coordinate ang mga vertical drilling machine na may cross table;
2Н125С - espesyal na single-position vertical drilling machine na may flanged quill, na nagsisilbing i-mount ang multi-spindle heads;
2Н125Н - mga multi-position drilling machine na idinisenyo upang mag-install ng mga multi-spindle head at rotary table;
2N125F2 – CNC drilling machine, cross table at turret, atbp.
- 2T125, 2T140, 2T150 - tagagawa: Gomel Plant ng Machine Tool Units
- 2AC132, 2AC132-01 - tagagawa: Astrakhan Machine Tool Plant
- 2L125, 2L132, 2L135, LS25, LS35 - tagagawa: Lipetsk Machine Tool Enterprise (PJSC STP-LSP)
- MN25L, MN25N-01 - tagagawa: Molodechno machine-tool plant
Pagguhit ng working space ng drilling machine 2H125
Larawan ng drilling machine 2H125
Lokasyon ng mga pangunahing bahagi ng drilling machine 2H125
- Drilling machine drive - 2Н125.21.000
- Gearbox ng makina - 2Н125.20.000
- Oil plunger pump - 2Н125.24.000 para sa makina 2Н125
- Oil plunger pump - 2Н135.24.000
- Feed box - 2Н125.30.000
- Haligi, mesa, kalan - 2Н125.10.000
- Ang mekanismo ng kontrol ng bilis at feed - 2Н125.25.000
- De-koryenteng kabinet - 2Н125.72.000
- Mga kagamitang elektrikal - 2Н125.94.000
- Spindle assembly - 2Н125.50.000
- Sistema ng paglamig ng makina - 2Н125.80.000
- Ulo ng pagbabarena - 2Н125.40.000
Ang lokasyon ng mga kontrol para sa drilling machine 2H125
- Plate - "Pagpuno" na coolant
- Plate - "Drain"
- Cooling start valve
- + 19 Bolts para sa pagsasaayos ng table wedge at drill head
- Hawak ng paglalakbay sa mesa
- Table clamp at drill head screws
- Plate - "Grounding"
- Panimulang switch
- Label - "Pangunahing Switch"
- Signal button MACHINE ON
- Button para sa pag-on sa tamang pag-ikot ng spindle
- Button para sa pag-on sa kaliwang pag-ikot ng spindle
- Button para sa pag-on sa tumba-tumba ng spindle kapag nagpapalit ng mga bilis at feed
- Shift knob
- Button na STOP
- Plate - "Bilis"
- Sign - "Baguhin ang bilis lamang kapag huminto"
- Table clamp at drill head screws
- +4 Bolts para sa pagsasaayos ng table wedge at drill head
- Plate - "Feed, mm bawat rebolusyon"
- Feed shift lever
- Button na paganahin ang manu-manong feed
- Handwheel ng mekanismo ng feed
- Limb para sa pagbibilang ng lalim ng pagproseso
- switch ng ilaw
- Plate - "Paglamig"
- Switch ng coolant pump
- Depth adjustment cam
- Cam para sa pagtatakda ng lalim ng thread na puputulin
- Ang pingga ng awtomatikong pagbaligtad ng pangunahing drive kapag naabot ang tinukoy na lalim ng thread
- Power feed cut-off lever kapag naabot ang isang paunang natukoy na lalim ng pagtatrabaho
- Square para sa manu-manong paggalaw ng ulo ng pagbabarena
Kinematic diagram ng drilling machine 2H125
Ang listahan ng mga graphic na simbolo sa drilling machine 2H125
Pagguhit ng gearbox ng drilling machine 2H125
Gearbox at drive. Ang gearbox ay nagpapaalam sa spindle ng 12 iba't ibang mga bilis ng pag-ikot gamit ang mga mobile na bloke 5 (Larawan 7), 7, 8. Ang mga suporta sa baras ng gearbox ay inilalagay sa dalawang plato - ang itaas at mas mababang 4, na pinagsama ng apat na coupler 6. Ang gearbox ay hinihimok sa pag-ikot ng isang de-koryenteng motor na patayo na matatagpuan sa pamamagitan ng isang elastic coupling 10 at gear 9. Ang huling baras 2 ng kahon - ang manggas - ay may slotted na butas kung saan ipinapadala ang pag-ikot.
Sa pamamagitan ng pares ng gear 3, ang pag-ikot ay ipinadala sa feed box.
Ang pagpapadulas ng gearbox, pati na rin ang lahat ng mga yunit ng pagpupulong ng ulo ng pagbabarena, ay isinasagawa mula sa isang plunger pump na naka-mount sa ilalim na plato 4. Ang operasyon ng bomba ay kinokontrol ng isang espesyal na gauge ng langis sa harap ng sub-engine plato.
Mekanismo ng kontrol para sa mga bilis at feed ng isang drilling machine 2H125
Ang mekanismo para sa paglipat ng mga bilis at feed ng isang drilling machine 2H125
Mekanismo para sa paglipat ng mga bilis at feed. Ang mga bilis ng paglipat ay isinasagawa sa pamamagitan ng hawakan 2 (Larawan 8), na may apat na posisyon sa kahabaan ng circumference at tatlo sa kahabaan ng axis, ang paglipat ng mga feed ay isinasagawa sa pamamagitan ng hawakan 3, na may tatlong mga posisyon sa kahabaan ng circumference para sa mga makina ng mga modelo 2H135 at apat para sa 2H150, at tatlong posisyon sa kahabaan ng axis. Ang mga hawakan ay matatagpuan sa harap na bahagi ng ulo ng pagbabarena. Ang countdown ng mga kasamang bilis at feed ay ginawa ayon sa mga plate 1 at 4.
Pagguhit ng feed box ng drilling machine 2H125
Gearbox. Ang mekanismo ay naka-mount sa isang hiwalay na pabahay at naka-install sa ulo ng pagbabarena. Sa pamamagitan ng paglipat ng dalawang triple block ng mga gear, siyam na magkakaibang feed ay isinasagawa sa 2H125, 2H135 machine at labindalawang feed sa 2H150 machine. Sa mga machine 2N125 at 2N135, ang mga feed box ay naiiba lamang sa drive, na binubuo sa machine 2N125 ng gears 1 (Fig. 9), sa mga machine 2N125, 2N135 - ng gears 2, 3 - ayon sa pagkakabanggit.Ang feed box ay naka-mount sa bore ng itaas na suporta ng feed mechanism worm. Sa huling baras ng kahon, ang isang clutch 4 ay nakatanim, na nagpapadala ng pag-ikot sa uod.
Pagguhit ng ulo ng pagbabarena ng makina ng pagbabarena 2H125
Mag-drill ng ulo ay isang box-section casting kung saan ang lahat ng mga pangunahing yunit ng pagpupulong ng makina ay naka-mount: isang gearbox, isang feed box, isang spindle, isang mekanismo ng feed, isang spindle counterweight at isang mekanismo ng paglipat ng gear at feed.
Mekanismo ng pagpapakain, na binubuo ng isang worm gear, isang pahalang na baras na may rack at pinion, isang paa, isang cam at ratchet overrunning clutches, isang handwheel, ay isang mahalagang bahagi ng ulo ng pagbabarena.
Ang mekanismo ng feed ay hinihimok mula sa feed box at idinisenyo upang isagawa ang mga sumusunod na operasyon:
- manu-manong diskarte ng tool sa bahagi;
- paglipat sa gumaganang feed;
- manu-manong feed advance;
- patayin ang gumaganang feed;
- manu-manong pag-withdraw ng spindle up;
- manual feed na ginagamit sa threading.
Ang prinsipyo ng pagpapatakbo ng mekanismo ng feed ay ang mga sumusunod: kapag ang handwheel 14 (Larawan 10) ay umiikot, ang cam clutch 8 ay umiikot sa sarili nito, na umiikot sa pinion shaft 3 ng rack at pinion sa pamamagitan ng sleeve-half-clutch 7 , at ang spindle ay manu-manong pinapakain. Kapag ang tool ay lumalapit sa bahagi, ang isang metalikang kuwintas ay nangyayari sa gear shaft 3 na hindi maililipat ng mga ngipin ng cam clutch 8, at ang half-clutch 7 ay gumagalaw sa kahabaan ng shaft hanggang sa mga dulo ng cams ng mga bahagi 7 at 8 stand laban sa isa't isa. Sa sandaling ito, ang cam clutch 8 ay umiikot na may kaugnayan sa gear shaft 3 sa isang anggulo na 20 °, na limitado ng isang uka sa bahagi 8 at isang pin 10. Ang isang double-sided ratchet disc 6 ay nakaupo sa may hawak - kalahati -clutch 7, konektado sa half-clutch sa pamamagitan ng pawls 13. Kapag gumagalaw ang holder-half-clutch 7 ang mga ngipin ng disk 6 ay nakikisali sa mga ngipin ng disk integral sa worm wheel 5. Bilang resulta, ang pag-ikot mula sa ang uod ay inilipat sa rack at pinion at ang spindle ay mekanikal na pinapakain. Sa karagdagang pag-ikot ng manibela 14 na naka-on ang feed, ang mga pawls 13, na nakaupo sa holder-half-coupling 7, ay dumulas sa mga ngipin ng panloob na bahagi ng disk 6; may manu-manong advance ng mechanical feed.
Kapag ang feed ay manu-manong naka-on ng handwheel 14 (pagkatapos iikot ito sa sarili nito sa isang anggulo na 20 °), ang clutch tooth 8 ay nakatayo laban sa cavity ng half-clutch 7. Bilang resulta ng axial force at isang espesyal na spring 12, ang half-clutch 7 ay lumilipat sa kanan at tinatanggal ang may ngipin na mga disk 5 at 6; huminto ang mekanikal na feed.
Ang mekanismo ng feed ay nagbibigay-daan sa manu-manong feed ng spindle. Upang gawin ito, patayin ang mekanikal na feed gamit ang handwheel 14 at ilipat ang cap 9 sa kahabaan ng axis ng gear shaft 3 palayo sa iyo. Sa kasong ito, ang pin II ay nagpapadala ng metalikang kuwintas mula sa cam clutch 8 hanggang sa pahalang na baras. Ang Limb 4 ay naka-mount sa kaliwang dingding ng drilling head para sa visual na pagbabasa ng lalim ng pagproseso at setting ng mga cam.
Para sa manu-manong paggalaw ng ulo ng pagbabarena kasama ang mga haligi ng gabay, mayroong isang mekanismo na binubuo ng isang pares ng worm 2 at isang pares ng rack I. Upang maprotektahan ang mekanismo ng feed mula sa pagbasag, mayroong isang safety clutch 15. Ang Nut 16 at turnilyo 17 ay ginagamit upang ayusin ang spring counterweight.
Spindle assembly ng isang vertical drilling machine 2H125
Ang Spindle 2 (Fig. 11) ay naka-mount sa dalawa. Ang axial feed force ay nakikita ng lower thrust bearing, at ang knockout force ng tool ay nakikita ng upper one. Ang mga bearings ay matatagpuan sa manggas 3, na gumagalaw kasama ang axis sa tulong ng isang pares ng rack. Ang spindle bearings ay inaayos gamit ang nut 1.
Upang patumbahin ang tool, isang espesyal na aparato ang ginagamit sa ulo ng suliran. Ang knockout ay nangyayari kapag ang spindle ay itinaas ng handwheel. Ang may hawak ng aparato ay nakasalalay sa katawan ng ulo ng pagbabarena, at ang pingga 4, na umiikot sa axis; kinatok ang gamit.
Ang de-koryenteng circuit ng drilling machine 2H125
Paglalarawan ng electrical circuit ng makina
Sa pamamagitan ng pag-on sa pambungad na makina B1, ang boltahe ay inilalapat sa pangunahing at pandiwang pantulong na mga circuit, ang signal lamp ay umiilaw.Kung kinakailangan ang pagpapalamig at pag-iilaw, ang mga kaukulang switch ay nakatakda sa posisyong "ON". Sa pamamagitan ng pagpindot sa pindutan ng Kn2 "RIGHT", ang starter coil P1 ay tumatanggap ng kapangyarihan, ang mga pangunahing contact ay naka-on sa M1 para sa tamang pag-ikot ng spindle. Sa pamamagitan ng mga auxiliary contact na P1, naka-on ang starter P5, na kinabibilangan ng electric pump M2 at ang delay relay na P12.
Kapag pinindot ang button na KNZ "LEFT", ang starter P1, ang de-koryenteng motor M1, ang relay P12 ay naka-off pagkatapos ng pag-discharge ng capacitor C3, ang mga contact ng relay P12 (28-26) ay sarado at ang starter P2 at M1 ay naka-on para sa kaliwang pag-ikot. Muling i-on ang relay P12.
Sa awtomatikong pag-reverse, ang mga switching na ito ay nangyayari kapag ang microswitch B4 ay pinaandar ng isang cam na naka-mount sa limb.
Ang paghinto ay isinasagawa sa pamamagitan ng pagpindot sa pindutan ng Kn1 "STOP", habang ang mga starter na P1 o P2, P5 ay naka-off, na pinapatay ang M1, M2. Sa pamamagitan ng mga contact ng relay P12 (7-9), ang relay P11 ay naka-on, na sinusundan ng pag-activate ng mga starter na P3 at P4. Ang mga windings ng electric motor M1 ay konektado sa pamamagitan ng mga rectifier D1, D2 sa transpormer Tr2, nangyayari ang dynamic na pagpepreno. Matapos ang paglabas ng capacitor C1, C2, ang relay P11 ay naka-off, na nag-disconnect sa mga starter na P3, P4 at M1 mula sa circuit ng preno.
Kapag lumilipat ng mga bilis, kung ang mga gear ay hindi nakikipag-ugnayan, ang hakbang na pag-ikot ng rotor ng de-koryenteng motor ay ginagamit. Sa pamamagitan ng pagpindot sa pindutan ng Kn4 "CRANK", ang starter P4 ay naka-on, isang pinababang rectified na boltahe ang dumadaloy sa mga phase 1C2-1CЗ. Sa pamamagitan ng paglaban P2, ang relay P11 ay lumiliko nang may pagkaantala, pinapatay ang starter P4 at i-on ang P3 - ang boltahe ay dumadaloy sa mga phase 1C1-1C2. Ang ganitong paglipat ay nagbibigay ng swinging ng rotor at kinematics, na nagpapadali sa mga bilis ng paglipat.
Ang mga thermal relay ay ginagamit para sa overload na proteksyon. Para sa zero na proteksyon - mga coils at contact ng mga magnetic starter.
Mga pahina 1 2 3 susunod
Upang magsumite ng tugon, kailangan mong mag-login o magparehistro.
- Jedi Knight
- saan: Kostroma
- Pagpaparehistro: 23-05-2011
- Mga post: 1,010
Iniligtas niya ang isang drilling machine mula sa ferrous metal. Hindi ko ito pinaghiwalay nang maayos, nilinis ko ito, pinahiran ito, ikinonekta ito sa network, gumagana ang lahat sa prinsipyo, ngunit may isang sandali. Kapag ang awtomatikong feed ay naka-on, ang spindle sa hangin ay napupunta nang normal, sa sandaling ito ay nagsimulang pumasok sa metal, ang feed ay naka-off. Sinubukan ang iba't ibang mga kumbinasyon ng mga bilis, ang resulta ay pareho.
Kapag ang pagbabarena ng kahoy, walang ganoong problema.
Mayroong isang thermal jacket, ngunit ito ay pinutol sa ngayon. Sinasabi ko na ang problema ay wala sa mga elektrisidad, mayroong isang motor para sa pag-ikot at pagbaba, ito ay konektado nang direkta sa 380v sa pamamagitan ng isang maginoo na makina. Ang pag-ikot ay hindi tumitigil, ang pagbaba lamang ang humihinto.
Magic blackmetal. 
Kung hindi isang lihim, kung gayon gaano kalaki ang itinayo ng kaligtasan?
Hindi ko pa alam kung sigurado, ang tao ay nagpahiwatig ng 25 r / kg, ang makina ay hindi pa natimbang, ngunit sa Internet ay tumitimbang ito ng halos 600 kg.
At talagang nakapagtataka, ngayon ay hindi ka makakabili ng anumang bagay na sulit para sa ganoong uri ng pera. Ang isang katulad na bagay ay nagkakahalaga ng maraming beses.
Bago iyon, bumili ako ng isang ganap na gumaganang lathe para sa 15 tr. kabilang ang transportasyon. ang bigat nito ay 1.3 tonelada)
Bago iyon, bumili ako ng isang ganap na gumaganang lathe para sa 15 tr. kabilang ang transportasyon. ang bigat nito ay 1.3 tonelada)
Hindi totoong swerte. Unreal lang.
Madalas ba itong mangyari? Gusto kong subaybayan ang sitwasyon sa mga bagay na ito kahit papaano. Paano, hindi ko rin alam.
Ini-install mo ba ang lahat ng ito sa iyong garahe-workshop?
- PVS
- Jedi Master

- saan: Sverdlovsk
- Pagpaparehistro: 15-06-2011
- Mga post: 14,334
Kaya kailangan mong gawin ito nang manu-mano.
- Jedi Knight
- saan: Kostroma
- Pagpaparehistro: 23-05-2011
- Mga post: 1,010
Kaya kailangan mong gawin ito nang manu-mano.
Bago iyon, bumili ako ng isang ganap na gumaganang lathe para sa 15 tr. kabilang ang transportasyon. ang bigat nito ay 1.3 tonelada)
Hindi totoong swerte. Unreal lang.
Madalas ba itong mangyari? Gusto kong subaybayan ang sitwasyon sa mga bagay na ito kahit papaano. Paano, hindi ko rin alam.
Ini-install mo ba ang lahat ng ito sa iyong garahe-workshop?
Ito ay mga bagay mula sa iba't ibang lugar. Nagkataon lang.
Hindi, mayroon akong metal fabrication shop. Nangungupahan ako ng kwarto.
dati ay nagrenta ng isang silid na may bilang ng mga makina.Nais kong bilhin muli, hindi nila ito ibinalik, ngayon ay nakahiga sa paligid sa kalye, ngunit hindi pa rin sila nagbibigay ng anumang bagay.
wala pa rin binibigay
Ang buong diwa ng isang walang kakayahan na tagapamahala. Ang ganyang tool para umihi. Alam lang nila kung paano magrenta at magkaroon ng pera mula dito. At hindi sapat ang isip upang madaig ang umiiral na kagamitan.
Nanonood ako ng YouTube, sa Ufa ang parehong crap, ang dating halaman na may mga kagamitan sa makina ay nakatayo, na nagkakahalaga ng isang tunay na dofiga. Sa presyo ng metal maaari mong tubusin. Ang pagpapadala lang ay magastos, kumbaga. Kung kinakailangan, bibigyan kita ng contact person na nagtatrabaho doon / masters / shoots ng mga blog.
May mga hindi lamang lathes, mayroong ilang napakataas na dalubhasa, tulad ng isang press para sa mabangis na tonelada at lahat ng iyon. Hindi ko talaga maalala. Isang malaking tambak ng mga sinturon ang nakatambak sa isang hiwalay na silid.
Siyempre, hindi ko alam, ngunit bakit kailangan mo ang feed na ito? Hindi ko kailanman ginamit ang akin. Ito ay may walang hanggang problema, ito ay pagpapadulas. Kung ang iyong pagpapadulas ay hindi dumadaloy at singaw: suliran - quill nang walang paglalaro, good luck.
Mga pahina 1 2 3 susunod
Upang magsumite ng tugon, kailangan mong mag-login o magparehistro.
Mensahe #1 Alex72 » Ene 02, 2018, 12:43
Mensahe #2 HANAY » 02 Ene 2018, 12:48
Mensahe #3 Salnik1970 » Ene 02, 2018, 13:20
Mensahe #4 vanek-in1 » 02 Ene 2018, 17:12
Mensahe #5 machinist » 02 Ene 2018, 18:16
Mensahe #6 Salnik1970 » Ene 02, 2018, 21:09
Mensahe #7 Alex72 » Ene 03, 2018, 13:01
Salamat! Sabihin. Aling panig ang mas mahusay na buksan ang takip sa gilid? Ano ang mas mahusay na makalapit sa tagsibol na ito
Ipinadala pagkatapos ng 2 minuto 31 segundo:
Mensahe #8 Salnik1970 » Ene 03, 2018, 13:41
Mensahe #9 vanek-in1 » Ene 03, 2018, 13:42
Mensahe #10 Alex72 » Ene 06, 2018, 01:56
Binuksan ngayon mula sa gilid ng paa. Hinugot ang flange. Naka-attach dito gamit ang dalawang bolts. Ilang uri ng mekanismo ng tagsibol. na may pamatok. Ang sun gear ay nanatili sa flange. May kasama itong maliit na gear. Na nasa baras ng manibela mismo. Itinaas sa isang manu-manong quill. Suporta at tinipon ang lahat. Hindi nahuhulog ang quill. ayos lang. Ngunit hindi na siya bumalik sa tuktok.
nagbabasa ako. anong meron sa cabinet. . Hanggat naiintindihan ko. May kadena na may kargada upang ibalik ang quill.
At isa pang tanong: Sabihin sa akin ang aparato ng takip sa manibela 125ki. natalo ako.
Gaano kahirap gawin ito sa iyong sarili?
Ipinadala pagkatapos ng 2 minuto 53 segundo:
Isang maliit na backstory. Sa loob ng ilang oras nagtrabaho ako sa isang workshop para sa pag-aayos ng mga high-pressure fuel pump (high-pressure fuel pump), at mayroong isang inabandunang drill, iyon ay, isang drilling machine, sa ikalawang palapag. Inalis ito ng may-ari sa impiyerno, binibili siya, sa kanyang opinyon, "isang sapat na kapalit." Nang tanungin ko kung ano ang problema sa kanya, sumagot siya na ang quill ay pumutok at hindi na posible para sa kanya na mag-drill.
Sa paglalakad sa paligid ng makina, napagtanto ko na ang may-ari, sa kabutihang palad para sa akin, ay puno
mali ang tanga, at nasa bearings ang problema. Ngunit hindi ko sinabi sa kanya ang tungkol dito, ngunit nag-alok lamang na bilhin ang "basura" mula sa kanya sa presyo ng scrap, kung saan, sa katunayan, mabilis siyang sumang-ayon. Kaya, ako ay naging mapagmataas na may-ari ng isang drilling machine noong huling bahagi ng 60s na tumitimbang ng halos 150 kilo, ang column nito ay cast, one-piece, Morse taper No. 2 sa quills at isang kilowatt engine. Sa madaling salita, medyo maliit na makinang pang-industriya.
Mabilis kong tinawagan ang isang kaibigan na may isang semi-trak at kami, habang walang nagbago sa kanyang isip, binuwag ito sa mas madaling matunaw na mga piraso, isinakay ito sa isang kotse at dinala ito sa aking tahanan sa aking pagawaan sa balkonahe.

Sumunod ay dumating ang isang mas detalyadong pag-disassembly ng makina, pagpindot sa mga bearings na napatay sa basurahan:

Sinundan ito ng: pag-flush ng lahat mula sa lumang grasa, paglilinis mula sa lumang pintura, pagpapalit ng mga bearings ng bagong closed-type na bearings (barado ng grasa mula sa tagagawa).



"Malinis na sumbrero" - proteksiyon na takip ng mga sinturon:

Quill assembly na may mga bagong bearings:

Kaayon, ang paglalagay at pagpipinta ng makina ay isinagawa:



Ang mga huling bahagi ay hugasan, ang mga pag-urong ng init ay inilalagay sa mga hawakan para sa isang mas aesthetic na hitsura, ang grasa (grizz) ay binili at ang lahat ay handa na para sa panghuling pagpupulong:



Unti-unting nahuhulog ang lahat sa lugar:

Sa proseso, napagpasyahan na huwag maligo gamit ang lumang three-phase na motor, wala pa rin akong tatlong phase sa bahay, kaya isang bagong kilowatt-power na motor ang nakuha at isang adaptor ang ginawang makina. Ang pulley ay itinaas sa nararapat na lugar nito sa bagong makina:

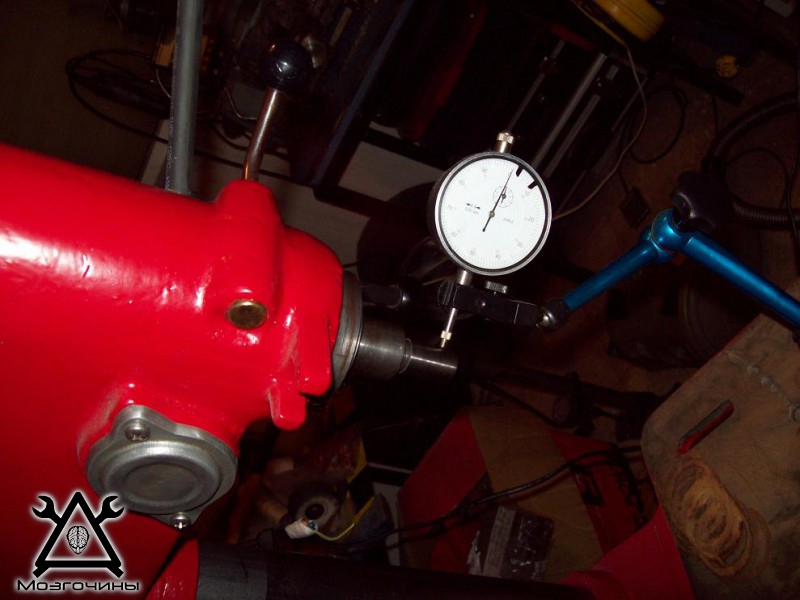
Ang pag-alala na magiging maganda upang suriin ang mga resulta ng pag-aayos ng quill, o sa halip, ang pagpapalit ng mga bearings, at tingnan ang mga resultang beats, sinubukan kong gawin ito. At - oh, isang himala! - sa kabila ng katotohanan na kapag pumipili ng mga bearings ay hindi ko itinuloy ang klase ng katumpakan, ang resulta ay lumampas sa lahat ng mga inaasahan, ang radial runout ay 0.01:
Sa wakas, ang ilang huling maliliit na bagay - at ang makina ay nasa lugar na:


At sa pinakadulo - isang maliit na pag-usisa. Ang makina ay lumabas na napakatalino, tumpak, malakas, ngunit isang problema: Umiikot ITO SA KALIWA, ibig sabihin, sa kaliwa
Ang moral ng kuwento ay: huwag uminom ng maraming beer kapag nag-aayos ng kagamitan. Inilunsad ko ito ng isang daang beses, pinaikot ito, dumura at HINDI binigyang pansin ang katotohanan na ito ay umiikot sa tapat na direksyon (marahil dahil walang kartutso, ngunit hindi ito nakikita sa bilog na axis). Ngunit hindi mahalaga. Nang pinaandar ang motor, napagtanto ko na hindi ito madaling baligtarin, at, sa pagdura dito, bumili ako ng isang set ng "kaliwang" drills, ilang taon ko na itong ginagamit at masaya ako bilang isang elepante.

- DIY steampunk medalyon - 12/16/2016
- Steampunk lighter – 08/12/2016
- Isa pang Steampunk flash drive - 07/28/2016
- Steampunk flash drive - 07/12/2016
- Electric tilt scooter – 06/18/2016
- Dashboard para sa electric scooter – 06/04/2016
- Mini kubotan, pambukas ng bote, keychain – 05/12/2016
- Mini martilyo - 04/30/2016
- Flash drive sa anyo ng isang spark plug - 04/25/2016
- Pendants para sa mga Bikers – video – 18.04.2016
- Electric attachment sa isang wheelchair - 07/09/2014
- Mga LED headlight para sa mga electric cycle – 06/25/2014
- Post-Nuclear Lamp - 06/24/2014
- Mga LED na headlight para sa mga electric bike - 06/22/2014
- Marble edging machine - 21.06.2014
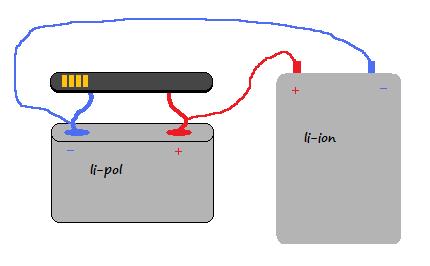
Posible bang baguhin ang direksyon ng pag-ikot? Sa pagkakaalam ko, kapag ikinonekta ang mga paikot-ikot na may "tatsulok" na may mga soldered lead ay may problemang baguhin ang direksyon ng pag-ikot. Sa lahat ng iba pang mga kaso posible.
Klase. Magkakaroon ba ng higit pang mga artikulo na may pagpapanumbalik?
Kung makakita ako ng mga larawan, magkakaroon ng isa pa tungkol sa isang maliit na lathe :)
Tiningnan ko ang mga larawan, hindi, ito ay isang kumpletong bangungot, walang nakikita sa kanila, may iba pang mga proyekto.
Hindi lahat ng single-phase ay madaling mababalik, sa akin imposibleng gawin nang walang kumpletong disassembly upang makarating sa windings, nagpasya lang akong huwag maligo.
Ang makina ay gumagana nang 4 na taon na at walang mga reklamo, ang mga kaliwang kamay na drill ay karaniwang ginagamit sa mga makina ng CNC at samakatuwid ay mas mataas ang kalidad, dahil ang mga ito ay idinisenyo para sa mabibigat na karga.
Ang isang workshop, siyempre, ay posible, ngunit bukod dito mayroong dose-dosenang mga artikulo
Kailangan mo lang isipin kung saang section ito ipo-post.
Tingnan natin, sa palagay ko ay mas mahusay na magkaroon ng isang hiwalay na paksa, halimbawa, sa isang toolkit.
Super. Susunod na post i-post ang iyong workshop. Pinahahalagahan na ng lahat at gustong makita ang iyong lugar ng trabaho. Sa tingin ko ito ay mabibilang.
Hindi sinusuportahan ng iyong browser ang canvas.





Ang mga universal vertical drilling machine 2H125, 2H135, 2H150 ay ginagamit sa mga negosyo na may single at small-scale production at idinisenyo upang isagawa ang mga sumusunod na operasyon: pagbabarena, reaming, countersinking, countersinking, reaming at trimming gamit ang mga kutsilyo.
Ang pagkakaroon ng mekanikal na spindle feed sa mga makina, na may manu-manong kontrol sa mga siklo ng trabaho, ay nagbibigay-daan sa pagproseso ng mga bahagi sa isang malawak na hanay ng mga sukat mula sa iba't ibang mga materyales gamit ang mga tool na gawa sa high-carbon at high-speed na bakal at matitigas na haluang metal.
Ang mga makina ay nilagyan ng isang aparato para sa pag-reverse ng de-koryenteng motor ng pangunahing paggalaw, na nagpapahintulot sa kanila na ma-thread na may mga gripo ng makina kapag ang spindle ay manu-manong pinapakain.
Kategorya ng placement 4 ayon sa GOST 15150-69.
Kinematic scheme
Ang kinematic diagram ng mga makina 2H125, 2H135 ay ipinapakita sa Fig.5.
Dahil sa pagiging simple ng mga kinematic scheme, hindi ibinigay ang kanilang paglalarawan.
Tandaan.Ang chain ng paggalaw ng mesa ay pareho para sa lahat ng tatlong makina.
Ang feed chain ay pareho para sa 2125 at 2H135 machine.
Haligi, mesa, kalan
Ang haligi ng makina ay isang paghahagis ng bakal. Ang ulo ng pagbabarena at ang mesa ay manu-manong inililipat kasama ang mga gabay ng dovetail column. Ang talahanayan ng makina ay may tatlong T-slot. Ang isang electric pump ay naka-install sa slab ng pundasyon, at sa loob ng slab ay may isang tangke na may sump para sa coolant.
Gear box at drive
Ang gearbox ay nagpapaalam sa spindle ng 12 iba't ibang mga bilis ng pag-ikot sa tulong ng mga mobile na bloke 5 (Larawan 7), 7, 8. Ang mga suporta ng baras ng gearbox ay inilalagay sa dalawang plato - ang itaas na 1 at ang mas mababang 4, na pinagsama ng apat couplers 6. Ang gearbox ay hinihimok nang patayo na matatagpuan ng de-koryenteng motor sa pamamagitan ng elastic coupling Yu at gear 9. Ang huling shaft 2 ng kahon - ang manggas - ay may slotted hole kung saan ang pag-ikot ay ipinapadala sa spindle. Sa pamamagitan ng pares ng gear 3, ang pag-ikot ay ipinadala sa kahon ng feed. Ang pagpapadulas ng gearbox, pati na rin ang lahat ng mga yunit ng pagpupulong ng ulo ng pagbabarena, ay isinasagawa mula sa isang plunger pump na naka-mount sa ibabang plato 4. Ang pagpapatakbo ng bomba ay kinokontrol ng isang espesyal na tagapagpahiwatig ng langis sa harap ng plato ng makina.
Mekanismo para sa paglipat ng mga bilis at feed
Ang mga bilis ng paglipat ay isinasagawa sa pamamagitan ng hawakan 2 (Larawan 8), na may apat na posisyon sa kahabaan ng circumference at tatlo sa kahabaan ng axis, ang paglipat ng mga feed ay isinasagawa sa pamamagitan ng hawakan 3, na may tatlong mga posisyon sa kahabaan ng circumference para sa mga makina ng mga modelo 2H125, 2H135 at apat para sa 2H150, at tatlong posisyon sa kahabaan ng axis. Ang mga hawakan ay matatagpuan sa harap na bahagi ng ulo ng pagbabarena. Ang countdown ng mga kasamang bilis at feed ay ginawa ayon sa mga plate 1 at 4.
Gearbox
Ang mekanismo ay naka-mount sa isang hiwalay na pabahay at naka-install sa ulo ng pagbabarena. Ang siyam na magkakaibang feed sa 2H125, 2H135 at labindalawang feed sa 2H150 ay ginawa sa pamamagitan ng paggalaw ng dalawang triple gear set. Sa machine 2H125 at 2H135, ang mga feed box ay naiiba lamang sa drive, na binubuo sa machine 2H125 ng gears I (Fig. 9), sa machine 2H125, 2H135 - ng gears 2, 3 - ayon sa pagkakabanggit. Ang feed box ay naka-mount sa bore ng itaas na suporta ng feed mechanism worm. Sa huling baras ng kahon, ang isang clutch 4 ay nakatanim, na nagpapadala ng pag-ikot sa uod.
Mag-drill ng ulo
Ang ulo ng pagbabarena ay isang cast-iron casting ng isang seksyon ng kahon, kung saan ang lahat ng mga pangunahing yunit ng pagpupulong ng makina ay naka-mount: isang gearbox, isang feed box, isang spindle, isang mekanismo ng feed, isang spindle counterweight, at isang gear at feed mekanismo ng paglipat.
Ang mekanismo ng feed, na binubuo ng isang worm gear, isang pahalang na baras na may rack at pinion, isang paa, isang cam at ratchet overrunning clutches, isang handwheel, ay isang mahalagang bahagi ng ulo ng pagbabarena.
Ang mekanismo ng feed ay hinihimok mula sa feed box at idinisenyo upang isagawa ang mga sumusunod na operasyon:
manu-manong diskarte ng tool sa bahagi; paglipat sa gumaganang feed;
manu-manong feed advance;
patayin ang gumaganang feed;
manu-manong pag-withdraw ng spindle up;
manual feed na ginagamit sa threading.
Ang prinsipyo ng pagpapatakbo ng mekanismo ng feed ay ang mga sumusunod: kapag ang handwheel 14 (Fig. 10) ay umiikot, ang cam clutch 8 ay lumiliko sa sarili nito, na nagpapaikot sa pinion shaft 3 ng rack at pinion sa pamamagitan ng cage-half clutch 7, at ang suliran ay manu-manong pinapakain. Kapag ang tool ay lumalapit sa bahagi, ang isang metalikang kuwintas ay nangyayari sa gear shaft 3 na hindi maililipat ng mga ngipin ng cam clutch 8, at ang half-clutch 7 ay gumagalaw sa kahabaan ng shaft hanggang sa mga dulo ng cams ng mga bahagi 7 at 8 stand laban sa isa't isa. Sa sandaling ito, ang cam clutch 8 ay umiikot na may kaugnayan sa gear shaft 3 sa isang anggulo na 20 °, na limitado ng isang uka sa bahagi 8 at isang pin 10. Ang isang two-way na ratchet disc 6 ay nakaupo sa clip-half -clutch 7, konektado sa half-clutch na may mga pawl 13. Kapag ginagalaw ang clip-half-clutch 7, ang mga ngipin ng disc 6 ay sumasali sa mga ngipin ng disc 6 na ginawang integral sa worm wheel 5.Bilang resulta, ang pag-ikot mula sa uod ay inilipat sa rack at pinion at ang spindle ay mekanikal na pinapakain. Sa karagdagang pag-ikot ng manibela 14 na naka-on ang feed, ang mga pawls 13, na nakaupo sa cage-semi clutch 7, ay dumulas sa mga ngipin ng panloob na bahagi ng disk 6; may manu-manong advance ng mechanical feed.
Ang mekanismo ng feed ay nagbibigay-daan sa manu-manong feed ng spindle. Upang gawin ito, patayin ang mekanikal na feed gamit ang handwheel 14 at ilipat ang cap 9 sa kahabaan ng axis ng gear shaft 3 palayo sa iyo. Sa kasong ito, ang pin 11 ay nagpapadala ng metalikang kuwintas mula sa cam clutch 8 hanggang sa pahalang na baras. Ang Limb 4 ay naka-mount sa kaliwang dingding ng drilling head para sa visual na pagbabasa ng lalim ng pagproseso at pagtatakda ng mga cam.
Para sa manu-manong paggalaw ng ulo ng pagbabarena kasama ang mga haligi ng gabay, mayroong isang mekanismo na binubuo ng isang pares ng worm 2 at isang pares ng rack 1. Upang maprotektahan ang mekanismo ng feed mula sa pagbasag, mayroong isang safety clutch 15. Ang nut 16 at turnilyo 17 ay ginagamit upang ayusin ang spring counterweight.
Ang spindle (Fig. 11) ay naka-mount sa dalawang ball bearings. Ang axial feed force ay nakikita ng lower thrust bearing, at ang knockout force ng tool ay nakikita ng upper one. Ang mga bearings ay matatagpuan sa manggas 3, na gumagalaw kasama ang axis sa tulong ng isang pares ng rack. Ang spindle bearings ay inaayos gamit ang nut 1
Upang patumbahin ang tool, isang espesyal na aparato ang ginagamit sa ulo ng suliran. Ang knockout ay nangyayari kapag ang spindle ay itinaas ng handwheel. Ang may hawak ng aparato ay nakasalalay sa katawan ng ulo ng pagbabarena, at ang pingga 4, na umiikot sa axis, ay pinatumba ang tool.
Wiring diagram
Ang pag-on sa pambungad na makina na Q1 ay nagpapasigla sa pangunahing at auxiliary na mga circuit, ang signal lamp na H2 ay umiilaw sa remote control. Kung kinakailangan ang pagpapalamig at pag-iilaw, ang kaukulang mga switch ay nakatakda sa posisyong ON.
Sa pamamagitan ng pagpindot sa pindutan ng S2 RIGHT, ang starter coil K1 ay pinalakas, ang mga pangunahing contact ay i-on ang motor M1 para sa tamang pag-ikot ng spindle. Sa pamamagitan ng mga auxiliary contact na K1, ang starter K2 ay naka-on, na kinabibilangan ng electric motor M2 at ang delay relay na K7.
Ang pagpindot sa button na S3 LEFT ay pinapatay ang starter K1, motor M1, relay K7. Matapos ang paglabas ng capacitor SZ, ang mga contact ng relay K7 (28-26) ay sarado, at ang short-circuit starter sa electric motor M1 ay naka-on para sa kaliwang pag-ikot ng spindle. Muling bumukas ang relay K7.
Sa awtomatikong pagbabalik, ang mga switching na ito ay nangyayari kapag ang microswitch S6 ay pinaandar ng isang cam na naka-mount sa dial.
Ang paghinto ay isinasagawa sa pamamagitan ng pagpindot sa pindutan ng S1 STOP. Sa kasong ito, ang mga starter na K1 o short circuit, K2, na pinapatay ang mga de-koryenteng motor na M1, M2, ay naka-off. Sa pamamagitan ng mga contact ng relay K7 (7-9), ang relay K6 ay naka-on, na sinusundan ng pag-activate ng mga starter na K4 at K5. Ang motor windings M1 ay konektado sa pamamagitan ng rectifier V1, V2 sa transpormer T1. Ang spindle ay naka-brake electrodynamically.
Matapos ang paglabas ng mga capacitor C1, C2, ang relay K6 ay naka-off, na pinapatay ang mga starter K4, K5.
Kapag lumilipat ng mga bilis, kung ang mga gear ay hindi nakikipag-ugnayan, ang isang tumba-tumba ng rotor ng motor M1 ay inilalapat. Sa pamamagitan ng pagpindot sa S4 SWING button, ang K4 starter ay naka-on, na nagbibigay ng pinababang rectified boltahe sa pamamagitan ng mga phase na IC2-IC3.
Sa pamamagitan ng resistance R2, ang relay K6 ay naka-on nang may pagkaantala, na pinapatay ang K4 starter at i-on ang K5 starter. Sa kasong ito, ang pinababang boltahe ay dumadaloy sa mga phase ng ICI-IC2. Ang ganitong mga shift ay nagbibigay ng swinging ng rotor, na ginagawang mas madali ang pagbabago ng mga gears.
Ang vertical drilling machine 2n125 ay idinisenyo para sa pag-drill, reaming, countersinking, reaming hole sa mga bahagi sa single at small-scale production. Ang klase ng katumpakan ng makina ay H (normal).
Ang disenyo ng drilling machine ay sapat na matibay at matibay, na nag-aalis ng posibilidad ng panginginig ng boses sa panahon ng pagproseso. Posibleng iproseso ang mga bahagi mula sa iba't ibang materyales (bakal, cast iron, non-ferrous na materyales), high-speed (R6M5, R18) na mga tool o hard alloy (TK, VK).
Kagamitan ng makinang pang-drill:
- Pangunahing drive;
- Kahon ng bilis ng makina;
- Plunger pump;
- Plunger pump;
- Kahon ng feed ng makina;
- Haligi, mesa, kalan;
- Mekanismo para sa pagkontrol sa mga bilis ng pag-ikot at mga feed;
- Closet;
- Mga de-koryenteng kagamitan ng makina;
- Spindle;
- Sistema ng paglamig ng makina;
- Ulo ng makinang pang-drill.
3. Pagpapalamig ng switching valve;
4.19 pagsasaayos ng bolts ng table wedge at drilling head;
5. Hawak para sa paglipat ng mesa at ulo;
6.18 Mga turnilyo ng pang-ipit sa mesa at ulo;
10.Signal button MACHINE ON;
11. Pindutan para sa pag-on sa kanang pag-ikot ng suliran;
12. Pindutan para sa pag-on sa kaliwang pag-ikot ng suliran;
13. Pindutan para sa pag-on sa tumba na paggalaw ng spindle kapag lumilipat ng mga bilis ng pag-ikot at mga feed na S;
14. hawakan ng gearshift;
21. Handle para sa paglipat ng mga feed;
22. Manu-manong feed na pindutan paganahin;
23. Handwheel ng mekanismo ng feed;
24. Limb para sa pagbibilang ng lalim ng pagproseso;
27. Cooling pump switch;
28. Cam para sa pagsasaayos ng lalim ng pagproseso;
29. Cam para sa pagtatakda ng lalim ng sinulid na pinuputol;
30. Ang pingga ng awtomatikong reverse ng pangunahing drive kapag naabot ang tinukoy na halaga ng lalim ng sinulid na pinuputol;
31. Lever para sa pagsasara ng feed kapag naabot ang isang paunang natukoy na lalim ng pagproseso ng butas;
32. Square para sa manu-manong paggalaw ng ulo.
Salamat sa mga mobile unit 5, 7, 8, ang gearbox ay tumatanggap at nagpapadala ng 12 iba't ibang bilis ng pag-ikot sa spindle. Ang mga suporta ng baras (bearing) ng gearbox ay inilalagay sa dalawang plato 1 at 4, na ikinakabit kasama ng apat na coupler 6. Ang gearbox ay umiikot mula sa isang patayong nakalagay na de-koryenteng motor sa pamamagitan ng isang nababanat na safety clutch 10 at isang spur gear 9.
Shaft 2 - manggas - ay ginawa gamit ang isang slotted hole, kung saan ang pag-ikot ay ipinadala sa suliran. Sa pamamagitan ng pares ng gear 3, ang metalikang kuwintas ay ipinapadala sa feed box.
Ang feed box ay naka-mount sa isang hiwalay na cast iron housing at naka-mount sa drilling head. Ang paggalaw ay isinasagawa gamit ang dalawang triple block ng mga gear at tumatanggap ng siyam na magkakaibang mga feed.
| Video (i-click upang i-play). |
Ang mekanismo ng feed ay konektado sa feed box at idinisenyo upang magsagawa ng iba't ibang mga operasyon, katulad:
- manu-manong supply ng cutting tool sa workpiece;
- paglipat sa gumaganang feed ng tool;
- manu-manong paggalaw ng feed;
- patayin ang gumaganang feed ng tool;
- manu-manong pag-withdraw ng spindle head up;
- manu-manong feed S, ginagamit kapag pinuputol ang iba't ibang mga thread.













